
鎢極氬弧焊“鏡面操作法”在電站鍋爐四管焊接中的應用
鎢極氬弧焊“鏡面操作法”在電站鍋爐四管焊接中的應用
董兵天
(甘肅有色冶金職業技術學院,甘肅金昌737100)
摘要:采用“鏡面焊”操作法,解決了電站鍋爐“四管”省煤器、水冷壁、過熱器、再熱器部分管屏多排排列在受熱面管屏多排密集排列,焊接位置狹窄,焊工操作時視線受到阻礙,看不清楚熔化金屬的焊接過程,確保了檢修質量,提高了焊接效率。
關鍵詞:鍋爐四管;鎢極氬弧焊;鏡面焊
備注:甘肅省科技支撐項目,編碼1504CJKCC121。
在電站鍋爐以往檢修、搶修更換“四管”要切割爐墻、爐頂,取出保溫材料、密封等用時3天,增加了勞動強度,消耗了大量的氧氣、乙炔、鋼材、保溫材料。拆封爐體后,破壞了爐體原始整體密封效果,造成煙氣、灰塵泄露環境污染嚴熏。“四管”焊接憑感覺和經驗焊接操作,焊縫射線探傷合格率只有50%。在管排密集,狹小空間區域施焊。尤其在操作者無法視線達到的爐膛作業區,操作者肢體扭、縮、擠的作業環境條件下無法完成施焊。創新焊接技能的難題擺在了面前。
一、技術原理
利用平面鏡子的反射成像原理,使焊工視線無法直接進行觀察和操作的焊縫,由光的發射原理來映出身體無法到達的地方以及視線無法看到的管口區域,鏡子能反射實體焊縫成像。
(一)鏡面操作法技術特點
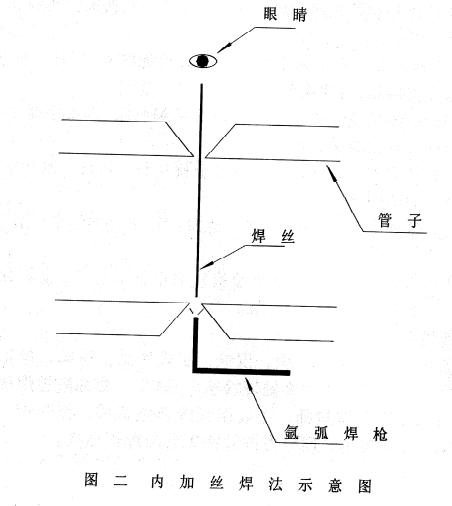
利用鎢極氬弧焊易觀察、易操作的特點,由于是明弧焊,采用鏡面成像觀察清晰直觀,管口組對時對口間隙控制在2.8-3.2mm之間,使得視線無法看到的焊縫部位,通過正面焊口中心和兩側坡口間隙,在操作者視線可看到的部位把焊絲送到管口對面,克服操作者無法到達的空間位置,完成焊縫封底的目的。內加絲焊接如圖二所示。
填充層、蓋面層必須采用鏡面反射成像操作法。因為焊工看到的熔池是通過鏡子反射得到,所以在焊接的時候,焊槍擺動軌跡和焊絲送進方向和實際操作相反,焊工要有熟練的氬弧焊操作技能,并且經過反復鏡面模擬訓練,操作時注意應將焊縫中心與兩側充分熔化,待根部鈍邊熔化形成熔池后,即可填加焊絲焊接,為使焊縫背面成型良好,熔化金屬應送至坡口根部,操作時執行“兩慢一快”手法,保證送絲精準,焊槍操作靈活,焊速適中、焊縫美觀。
(二)創新方法
焊接時焊槍焊絲緊貼焊縫采用連續送絲,以克服焊絲與鎢棒相碰現象。應選用柔性、小型、多角度、操作靈活的焊把。根據管子的圓周角度變化,在鏡面反射出的圖像在施焊時方向是反的,鎢極過長熔池保護效果不好,過短接頭產生脫節。只有現場施焊經驗豐富,技能熟練的焊工方可勝任。由于受狹小空間位置限制,為了便于控制焊縫高度和層間溫度,適當減小焊接電流,放緩焊接速度,精準施焊。焊接設備必須具備高頻高壓引弧、提前及滯后送氣、引弧時維弧電流要小,待找著焊口后,在焊槍開關上增大焊接電流的弧焊電源。
二、鏡面操作法工藝
(一)對口
對口前首先檢查焊接管子坡口及內外壁兩側20 mm的油污、銹蝕、水分及其它污物,至露出金屬光澤。使用裝配夾具進行裝配、定位、點固。當管徑小于60mm采用一點定位,焊點長度為10-15mm,定位焊縫處的間隙為正面間隙大,錯邊量小于0.5mm。背面間隙小焊絲送進能不受阻礙。
(2)點固焊
在焊口正面最少2個地方進行定位,間隙小的一側放置于鏡子的正面。正確的點焊位置避開管子的圓周3點、9點處,定位焊點兩側應先打磨成斜坡,以利于接頭。不要在操作者視線正對面點固,便于觀察對面焊道的焊接熔化及成型過程。
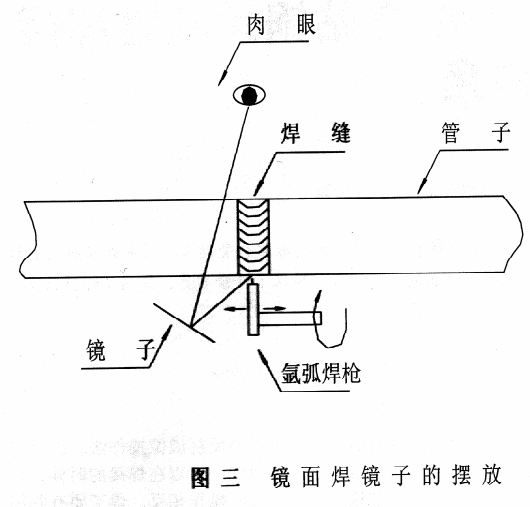
(三)平面鏡位置
平而鏡擺放要求,一是選擇焊縫背面成像清晰,鏡子擺放困難時,可加裝磁鐵吸到側面管壁上。二是操作者便于觀察清楚,施焊不受限制。三是隨著焊縫延伸可不斷調整鏡子位置和角度。見圖三。
(四)封底焊
在管口11:50點鐘的位置引弧,待坡口兩側金屬出汗時加入焊絲,可稍作橫向擺動,應保證焊槍與管子的切線相一致。在焊接過程中,填充焊絲以往復運動方式不間斷地送入電弧內的熔池前方。焊絲要送進要有規律,不能時快時慢,這樣才能保證焊縫成形美觀。同時管子、焊絲、噴嘴的位置要保持一定的距離,避免焊絲擾動氣流及觸到鎢極。焊絲末端不得脫離氬氣保護區,以免端部被氧化。
在收弧時,要填滿弧坑,先將焊絲抽離電弧區,但不要脫離氬氣保護區,焊接電流衰減,熔池隨之縮小,當電弧熄滅后,延時切斷氬氣,焊槍才能離開。
(五)填充層
檢查并清除夾渣、未熔合、弧坑等。起弧后將電弧拉長5-6mm,稍作預熱后保持電弧長度1-2mm距離,待起頭處金屬出汗時加入焊絲,焊絲與管子切線方向成15-20度夾角。焊層厚度不要超過3mm,電弧不要破壞坡口面,焊道兩側融合良好,焊縫要中間低兩側高不要存在死角,為焊縫蓋面創造好有利條件。
遵循先難后易焊接原則。根據焊縫受熱溫度及熔池形狀尺寸,采用連續送絲和斷續送絲相結合,保持焊絲端頭在氬氣保護范圍內,接頭時在原收弧處前10-15mm處引弧,拉至原熔池位置預熱形成新的熔池后進行填絲焊接,收頭時將電弧引向坡口外側,防止產生縮孔,復雜管排密集區由視線達到焊口位置的專業人員在旁技術引導操作者互相配合完成。
依據鏡面成像原理,通過光線進入平面鏡后由于光的反射而形成與實物相同的像的一種原理,無論物體與平面鏡的距離如何變化,它在平面鏡中所成的像的大小始終不變,與物體的大小總一樣。在鍋爐安裝檢修遇到焊工身體及視線無法接近的焊縫,只有借助鏡面輔助觀察來控制焊接操作過程,解決障礙之難題。
面對焊接空間位置復雜,焊槍和焊絲移動受到制約。焊接速度和焊絲送進不易過快,焊接電流控制在最小電流下限,焊接時注意焊接熔池的形狀變化,隨時調節有關工藝參數。當熔池減小溫度過低,應增加焊槍與焊件夾角,減緩焊接速度;嚴格控制焊縫線能量。
(六)蓋面焊
清除填充層表面缺陷,在焊下面的蓋面焊道時,電弧對準打底焊道下沿,使熔池下沿超出管子坡口棱邊0.5-1.5mm,使熔池上沿再打底焊道1/2-2/3處。焊上面的蓋面韓到時,電弧對準打底焊道上沿,是熔池上沿超出管子坡口0.5-1.5mm,下沿與下面的焊道圓滑過渡,焊接速度要適當加快,送絲頻率加快,適當減少送絲量,防止焊縫下墜。必要時啟動焊槍上的衰減電流開關控制熔池溫度,以保證良好的焊縫成形。適當加大焊槍的擺動幅度,保證熔化鐵水超過坡口邊緣0.5-1mm,執行“兩慢一快”操作要領,在兩側停留時間是中間移動時間的2-3倍,中間焊槍擺動要快,以防止鐵水下墜,產生焊瘤,原則保證母材與焊絲熔化良好。
三、鏡面焊在工程實踐中的安全性
(一)安全措施
因為焊工戴上安全帽進行焊接時可能會影響視線,增加操作難度,所以在每一個鏡面焊施工區域要搭建安全隔隔離層,腳手架要搭建牢固,周圍設安全網,并有專人監護。以保證作業范圍內的焊工安全。
(二)擋風及環境溫度的控制
電站鍋爐的所有鏡面焊口,全部都采用全氬弧工藝焊接,因此要求作業區域的擋風措施到位,尤其管口不能有負壓,將環境對焊接質量的影響減小到最低點。在鏡面焊作業區全部都用防火油布進行封閉,水冷壁穿墻孔全部用膠帶粘貼以防止竄風,同時增設取暖器加熱,冬季施工時既保證作業區處于無風狀態,又保證了環境溫度。
四、結論
在技術的創造性與先進性方面的亮點:縮短工期、節能降耗;解決鍋爐搶修大拆大修,封堵連接管、破壞鍋爐本體密封性。該操作法在6臺BG-75/39-M型鍋爐四管;2臺硫化床鍋爐四管;熱電聯產2臺150兆瓦電站鍋爐四管焊接安裝、維修、搶修過程中共焊接焊口200多個焊口,技術成熟完善,值得推廣。
參考文獻:
[1]薛松柏等編著,焊接材料手冊EMJ.北京:機械工業出版社,2006年.
[2]傅積和,孫玉林主編,焊接數據資料手冊[MJ.北京:機械工業出版社,1994年.
[3]中國機械工程學會焊接協會等編[M].焊工手冊,北京:機械工業出版社,2006年.
[4]吳非文.火力發電廠高溫金屬運行,北京:水利電力出版社,1979.1.
[5]劉瑞琦.電廠金屬材料.沈陽:遼寧科學技術出版社,1994.
[6]郭延秋.大型火電機組檢修實用技術叢書.金屬與焊接分冊,北京;中國電力出版,
作者簡介:
董兵天(1970-),男,漢族,甘肅民勤,講師,焊工高級技師,從事鍋爐壓力容器焊接技術30年,高職院校焊接技術與自動化雙師型教師,主要擅長焊條電弧焊、氬弧焊、二氧化碳氣保焊技術,研究方向焊接工藝與焊接結構。

責任編輯:繼電保護
-

現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -

深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量
-
PPT | 高校綜合能源服務有哪些解決方案?
2020-10-09綜合能源服務,清潔供熱,多能互補 -
深度文章 | “十三五”以來電力消費增長原因分析及中長期展望
2020-09-27電力需求,用電量,全社會用電量 -
我國電力改革涉及的電價問題



-

貴州職稱論文發表選擇泛亞,論文發表有保障
2019-02-20貴州職稱論文發表 -

《電力設備管理》雜志首屆全國電力工業 特約專家征文
2019-01-05電力設備管理雜志 -

國內首座蜂窩型集束煤倉管理創新與實踐
-
人力資源和社會保障部:電線電纜制造工國家職業技能標準
-
人力資源和社會保障部:變壓器互感器制造工國家職業技能標準
-

《低壓微電網并網一體化裝置技術規范》T/CEC 150
2019-01-02低壓微電網技術規范
-
現貨模式下谷電用戶價值再評估
2020-10-10電力現貨市場,電力交易,電力用戶 -

建議收藏 | 中國電價全景圖
2020-09-16電價,全景圖,電力 -

一張圖讀懂我國銷售電價附加
2020-03-05銷售電價附加
-
電氣工程學科排行榜發布!華北電力大學排名第二
-

國家電網61家單位招聘畢業生
2019-03-12國家電網招聘畢業生 -

《電力設備管理》雜志讀者俱樂部會員招募
2018-10-16電力設備管理雜志
