技術(shù)解讀:鋰電池極片輥壓溫度的影響
極片制造工序主要是涂布和軋制工藝,其中,軋制工藝很關(guān)鍵。極片軋制工藝主要解決以下幾點(diǎn)關(guān)鍵問題:
(1)降低極片在軋制過程中的延伸率和寬展率,降低極片涂層材料孔隙結(jié)構(gòu)的破壞率;
(2)提高極片涂層的厚度一致性,以改善極片的橫截面形狀。
(3)提高極片軋制后電極材料的壓實(shí)密度一致性;
(4)減少極片軋制后表面電極材料的反彈;

極片表面涂層材料的壓實(shí)密度與電池的電化學(xué)性能有很重要的關(guān)系,合理的壓實(shí)密度可有效增加電池的電化學(xué)性能,降低電極的接觸電阻和交流阻抗,增加參與電化學(xué)反應(yīng)的活性材料面積,從而顯著提高極片涂層材料的電化學(xué)性能。鋰離子電池極片制造屬于高精度制造范疇,極片軋制區(qū)別于板帶材軋制,板帶材軋制是一個(gè)金屬材料發(fā)生縱向延伸和橫向?qū)捳沟倪^程,軋制過程中材料密度不發(fā)生變化。而電池極片表面的電極材料是一種孔隙結(jié)構(gòu),軋制過程中正負(fù)極片上電極材料被壓實(shí),密度發(fā)生變化,極片軋制是一個(gè)孔隙結(jié)構(gòu)被填充,涂層顆粒逐漸密實(shí)的過程。
極片輥壓的目的有以下幾點(diǎn):
1)保證極片表面光滑和平整,防止涂層表面的毛刺刺穿隔膜引發(fā)短路;
2)對(duì)極片涂層材料進(jìn)行壓實(shí),降低極片的體積,以提高電池的能量密度;
3)使活性物質(zhì)、導(dǎo)電劑顆粒接觸更加緊密,提高電子導(dǎo)電率;
4)增強(qiáng)涂層材料與集流體的結(jié)合強(qiáng)度,減少電池極片在循環(huán)過程中掉粉情況的發(fā)生,提高電池的循環(huán)壽命和安全性能。
此前,鋰電池極片輥壓工藝基礎(chǔ)解析(點(diǎn)擊閱讀)文章分享了輥壓基礎(chǔ)知識(shí),有人詢問輥壓溫度對(duì)電池極片和電池性能的影響,本次分享一份資料,摘取其中部分說明鋰電池極片輥壓溫度的影響。極片輥壓分為冷軋和熱軋兩種方式,目前國外已經(jīng)廣泛采用熱軋的方式進(jìn)行極片軋制,而國內(nèi)還是多采用冷軋的方式。與冷軋相比,熱軋主要有以下優(yōu)點(diǎn):
1)可以減少約50%的極片反彈;
2)利用較小的軋制力即可將極片的厚度壓縮到工藝需求的厚度,軋制力最大可減小62%;
3)增強(qiáng)涂層材料與集流體的結(jié)合力,減少電池在充放電循環(huán)過程中掉粉情況的發(fā)生,提高電池的循環(huán)壽命。
劉彬彬等采用LiFePO4作為正極材料,鋰片作為負(fù)極材料,制成扣式鋰離子電池,以面密度、壓實(shí)密度和厚度一致性三個(gè)參數(shù)為指標(biāo),考察了正極片的軋制溫度對(duì)電池極片和電池電化學(xué)性能的影響。
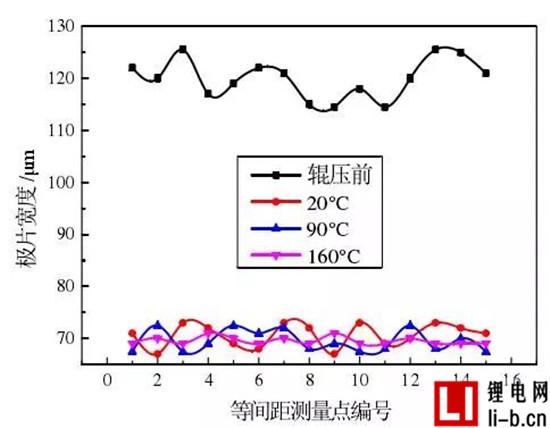
圖1 不同軋制溫度下的極片厚度
圖1為涂敷厚度為 100 μm 的極片在不同軋制溫度下的厚度曲線,如圖所示,隨著軋制溫度由 20°C 增加為 90°C 再增加為 160°C,極片厚度偏差由±1.9μm 降低為±1.3 μm 再降低為±0.8μm,極片厚度一致性逐漸提高,這是因?yàn)殡S著軋制溫度的增加,極片涂層變形抗力減小,可塑性變好,使得極片表面厚度更加均勻。
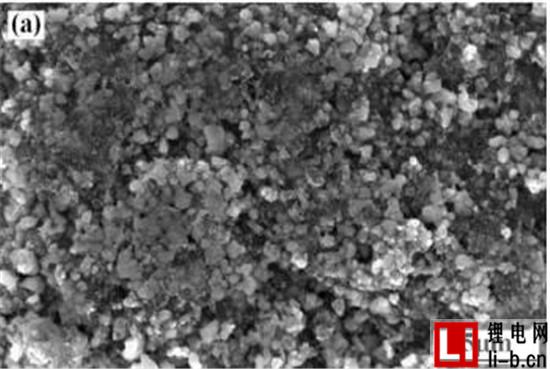
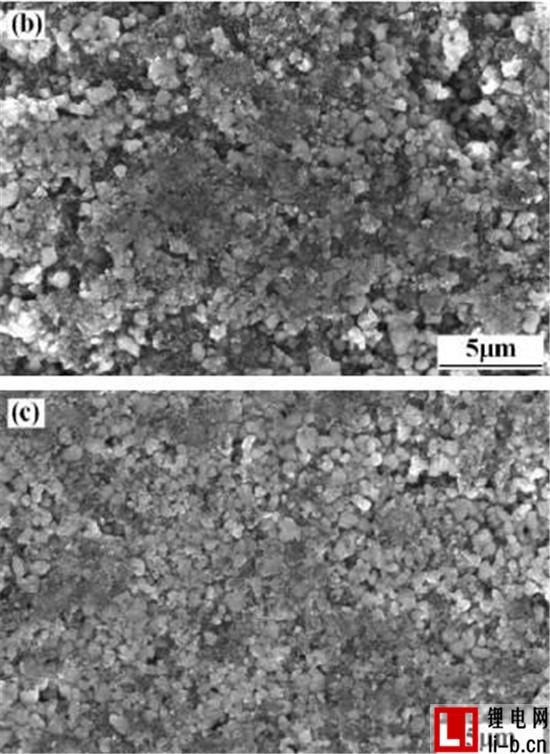
圖2 不同軋制溫度下的極片涂層材料表面SEM圖
圖2為不同軋制溫度下的極片涂層材料表面 SEM 圖,如圖中所示,軋制溫度為20°C 時(shí),極片涂層表面部分區(qū)域顆粒結(jié)合較為緊密,部分區(qū)域還不夠緊密,且存在少量微孔;軋制溫度為 90°C 時(shí),極片涂層表面顆粒緊密結(jié)合程度增加,緊密結(jié)合區(qū)域增加,微孔數(shù)量在減少;軋制溫度為 160°C 時(shí),極片涂層表面顆粒緊密結(jié)合程度進(jìn)一步增加,緊密結(jié)合區(qū)域進(jìn)一步增大,微孔數(shù)量進(jìn)一步減少。軋制溫度的不同改變了涂層的變形抗力,使得極片涂層材料表面具有不同的致密程度。
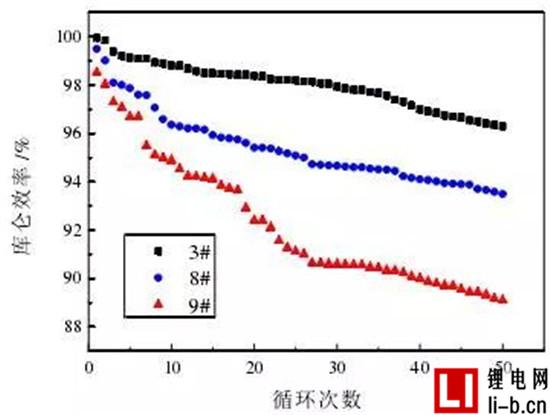
圖3 各樣品電池的庫侖效率
圖3是各樣品電池的庫倫效率,9#、8#、3#分別為20°C、90°C 、160°C條件下輥壓極片制作的電池。由圖3可見,當(dāng)軋制溫度從 20°C 提高到 90°C 再提高到 160°C 時(shí),樣品的庫侖效率也有所提高。庫侖效率是在同一充放電循環(huán)中放電比容量與充電比容量的比率,極片的厚度一致性提高時(shí)電阻就會(huì)降低,庫侖效率也會(huì)相應(yīng)提高。
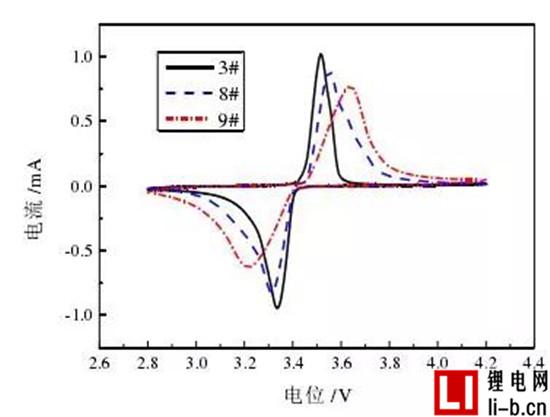
圖4 各樣品電池的循環(huán)伏安性能
圖 4為各樣品的循環(huán)伏安性能曲線,9#、8#、3#分別為20°C、90°C 、160°C條件下輥壓極片制作的電池。由圖可見實(shí)驗(yàn)樣品中當(dāng)軋制溫度為 160°C 時(shí),向上的氧化峰與向下的還原峰對(duì)稱性較好,峰位差也最小,充電和放電的可逆性也最好,證明庫侖效率必然也高。
資料來源:
[1] 劉斌斌. 動(dòng)力鋰離子電池極片精密制造理論與實(shí)驗(yàn)研究[D]. 太原科技大學(xué), 2017.
官方微信售電那點(diǎn)事兒")
責(zé)任編輯:繼電保護(hù)
-

權(quán)威發(fā)布 | 新能源汽車產(chǎn)業(yè)頂層設(shè)計(jì)落地:鼓勵(lì)“光儲(chǔ)充放”,有序推進(jìn)氫燃料供給體系建設(shè)
2020-11-03新能源,汽車,產(chǎn)業(yè),設(shè)計(jì) -

中國自主研制的“人造太陽”重力支撐設(shè)備正式啟運(yùn)
2020-09-14核聚變,ITER,核電 -

探索 | 既耗能又可供能的數(shù)據(jù)中心 打造融合型綜合能源系統(tǒng)
2020-06-16綜合能源服務(wù),新能源消納,能源互聯(lián)網(wǎng)
-

新基建助推 數(shù)據(jù)中心建設(shè)將迎爆發(fā)期
2020-06-16數(shù)據(jù)中心,能源互聯(lián)網(wǎng),電力新基建 -

泛在電力物聯(lián)網(wǎng)建設(shè)下看電網(wǎng)企業(yè)數(shù)據(jù)變現(xiàn)之路
2019-11-12泛在電力物聯(lián)網(wǎng) -

泛在電力物聯(lián)網(wǎng)建設(shè)典型實(shí)踐案例
2019-10-15泛在電力物聯(lián)網(wǎng)案例
-

新基建之充電樁“火”了 想進(jìn)這個(gè)行業(yè)要“心里有底”
2020-06-16充電樁,充電基礎(chǔ)設(shè)施,電力新基建 -

燃料電池汽車駛?cè)雽こ0傩占疫€要多久?
-

備戰(zhàn)全面電動(dòng)化 多部委及央企“定調(diào)”充電樁配套節(jié)奏
-
權(quán)威發(fā)布 | 新能源汽車產(chǎn)業(yè)頂層設(shè)計(jì)落地:鼓勵(lì)“光儲(chǔ)充放”,有序推進(jìn)氫燃料供給體系建設(shè)
2020-11-03新能源,汽車,產(chǎn)業(yè),設(shè)計(jì) -
中國自主研制的“人造太陽”重力支撐設(shè)備正式啟運(yùn)
2020-09-14核聚變,ITER,核電 -

能源革命和電改政策紅利將長期助力儲(chǔ)能行業(yè)發(fā)展
-
探索 | 既耗能又可供能的數(shù)據(jù)中心 打造融合型綜合能源系統(tǒng)
2020-06-16綜合能源服務(wù),新能源消納,能源互聯(lián)網(wǎng) -

5G新基建助力智能電網(wǎng)發(fā)展
2020-06-125G,智能電網(wǎng),配電網(wǎng) -

從智能電網(wǎng)到智能城市
-

山西省首座電力與通信共享電力鐵塔試點(diǎn)成功
-

中國電建公司公共資源交易服務(wù)平臺(tái)摘得電力創(chuàng)新大獎(jiǎng)
-

電力系統(tǒng)對(duì)UPS的技術(shù)要求