

軋機重點部位安裝技術要求
軋機重點部位安裝技術要求
余躍全
(上海寶冶集團有限公司,上海200941)
摘要:軋機在安裝過程中應重點控其墊板的安裝、軋機底座的安裝以及軋機機架的安裝,這三個部位是整個軋機安裝的基礎,是重中之重,控制著三個部位的安裝精度方能保證軋機的使用壽命以及運轉周期。
關鍵詞:墊板;底板;機架;平行度;水平度;垂直度
DOI:10.16640/j,cnki.37-1222/t.2018.10.0 52
隨著現代工業的高速發展,市場對于軋材的需求越來越高端化,這就催生著相應的軋機設備向著高、大、精、尖、特發展,越專業化、高端化的軋機其對于安裝精度要求就越高,下面就來淺談軋機重要部件的安裝以及找正,包括前期墊板的安裝、底座及機架的安裝安裝及調整的要點以及技術要求。
1 調整墊板的安裝
科學適用的調整墊板安裝方法是整個軋機安裝的第一步,一方面保證載荷的傳遞以及分散,另一方面有利于軋機底座的調整,墊板布置的科學合理性以及墊板施工質量,直接影響軋機整體的安裝精度以及運轉精度和使用壽命。在工程施工過程中經常采用灌漿法,墊板的布置以及規格型號、材料往往由設計院提前設計好,一組墊板往往是由一平兩斜組成。
在安裝墊板的過程中需對乎墊板進行固定灌漿,在安裝墊板前需對基礎表面進行鑿毛。
利用錨固螺栓將墊板與基礎固定后,通過螺桿、螺帽的調整將平墊板找平找正,用0.02/1000框式水平儀檢查,將縱橫兩個方向水平度控制在0.05/1000范圍內,檢查合格后立馬對其進行灌漿,灌漿時主要不要碰觸墊板及固定裝置,灌漿注意事項:
a.在灌漿前將混凝土表面潤濕;
b.必須從一側灌漿并且不能碰觸模板及墊板;
c.從灌漿開始,可用推板疏導拌合物;
d.一塊墊板的灌漿必須在初凝前完成;
e,灌漿完畢后對其進行養護7d;
f.養護結束后復查墊板,不合格者必須鑿掉重新安裝。
2軋機底座的安裝
軋機底座往往由兩塊底板組成,分為出口和入口,在底座安裝時一般選用出口側為基準來調整入口側的標高、水平和中心,通過前期布設的測量控制網并配合經緯儀、精密水準儀、銦鋼尺、鋼絲線、內徑千分尺、框式水平儀等來調整底板水平、中心以及上表面的標高(往往根據沉降及重量適當提高0.2~0.5mm)。
調整底座縱橫中心位置相對軋機軋制線及窗口中心的平行度和兩底座之間相互平行度時應以底座與機架接觸的垂直面加工面為基準。
選定出口側底板為基準時,在安裝入口側底座時應按照原設計尺寸適當放大,根握軋機設計尺寸及重量而定,一般為0.2mm—0.5mm,間距增大之后有利于機架的安裝(機架就位后再將入口側底座按照原設計尺寸調整)。底座的標高應考慮軋機本體區的基礎沉降結合沉降觀測記錄適當提高,兩底座縱橫中心位置、標高、水平度偏差應符合設計文件的技術規定,調整好后應按照對稱位置進行地腳螺栓的緊固。軋機底座安裝的允許偏差和檢查方法如下:
a.標高,根據基準點安裝+0.3mm,用水準儀或平尺、內徑千分尺檢查;根據已安設備安裝±0.10mm,用水準儀或平尺、水平儀及塞尺檢查;
b.平面位置,根據主要中心線安裝0.20mm,拉鋼絲線、吊線錘、用鋼尺檢查;根據已安設備安裝0.20mm,拉鋼絲線、吊線錘、用鋼尺檢查;
c.水平度,軋機單個底座0.05/1000,用平尺和水平儀檢查; 軋機兩底座間0.05/1000,用平尺和水平儀檢查;相鄰軋機兩底座間0.05/1000,用平尺和水平儀檢查;
d.平行度,底座相對中心線0.05/1000,拉鋼絲線、用內徑千分尺檢查;軋機兩底座間0.05/1000,用內徑千分尺或樣棒檢查;
調整時注意事項:重點檢查底板與機架結合面的水平以及平面度;同時調整時要重現制作誤差,檢查足否和出廠檢測報告一致。
安裝找正過程中必須對底板進行全面復測,重現其制造誤差,因為安裝時必須對其制造誤差進行相互補償。
3軋機機架的安裝
機架吊裝就位時應注意以下事項:
(1)機架和底座接觸面必須清洗干凈,不能有銹跡及灰塵等雜物。
(2)機架和底座的接觸面應該涂上一層薄薄的機油,可以減小機架和底座的摩擦力,以便后期在機架的找正過程中微量的推移機架。
(3) -般在機架距離底座還有幾毫米時,用干凈紙條同樣涂抹機油粘在機架和底座的接合面的邊緣,一方面可以防止機架就位后機油的飛濺,另一方面可以防止機架找正前落入雜物。
(4)機架在吊裝之前機架上的彎輥裝置、軋輥鎖緊裝置、工作輥竄輥裝置等暫不組裝,以利于減輕單片機架的重量,便于吊裝。
(5)機架吊裝之前,需在兩軋機底座的外側安裝8塊百分表(一般安裝在底座外面兩端以及底座兩端),用來監測底座在機架吊裝就位時的水平位移并記錄數據,在機架調整之前按記錄的數據將底座調整回原始位置。
(6)連接上聯結橫梁時,沿鋁帶橫向中心線將機架推移到設計安裝位置,,以使機架靠緊地腳板的內側面,可采用千斤頂頂推的方法進行。
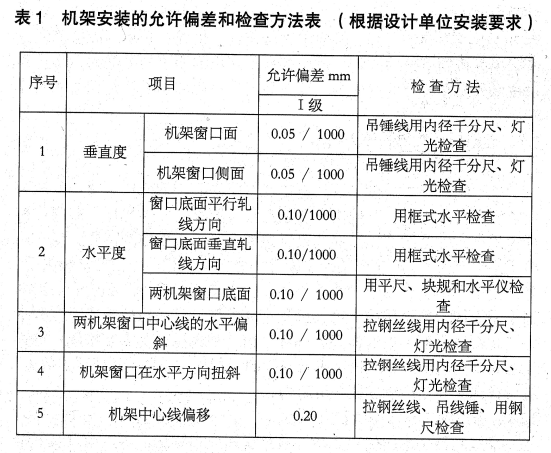
機架就位后將入口側底座向出口側靠緊(靠緊時先將出口側底座用臨時支撐住,同時用百分表監測出口側底板是否有位移),用0.05mm塞尺檢查機架與底座結合面的接觸間隙,四周部位75%不入,同時局部間隙應小于0.10mm。機架縱橫中心線的檢查,應以機架窗口中心線為基準,垂直度,水平度等偏差尺寸應符合設計技術文件的規定,其檢測方法如表1。
(1)機架垂直度檢測方法:在檢查面懸掛鋼絲線,一般在窗口內側和靠近軋線側及出入口各懸掛一根鋼絲線,檢測上部及下部尺寸,計算垂直度;
(2)機架永平度的檢測方法:一般選用框式水平儀檢測機架下部油缸安裝面,沿軋制方向及垂直于軋制方向各測一組數據,并用精密水準儀測量兩臺機架的相對高程差;
(3)機架窗口面的扭斜和水平偏斜的檢測方法:沿傳動側及操作側機架窗口內側掛設兩根鋼絲線,測量其相對誤差;
(4)軋制中心線偏移和機列中心線偏移的檢測方法:掛設機架縱橫中心線檢查窗口內側加工面到中心線的距離并和設計尺寸比較,同時檢查機架內側到軋制中心線的尺寸并和設計尺寸比較。
1)檢測軋機軋制中心線偏移和機列中心線偏移時,掛設的測量鋼線高度宜與軋制中心線標高基本一致。
2)機架垂直度檢測時,宜將掛鉛垂線用的重錘浸沒在盛機油的容器內,保持鋼絲線處于靜止狀態,提高檢測的準確性。檢盎機架窗口而垂直度以出口側為準,但宜兼顧入口側。檢查機架側面垂直度以傳動側為準,但宣兼顧操作側。
3)用內徑干分尺檢查機架垂直度、機架窗口面的扭斜和水平偏斜時宜采用耳機或燈光,以保證檢測的精確度。
各部位找正時還應該綜合軋機底板制造誤差,阻及軋機機架制造誤差、溫度變化、基礎沉降以及運轉磨損誤差綜臺考慮其補償方案。
為了便于橫梁的安裝,兩機架就位時其間距要如同底座一樣大于設計值,待橫梁就位后再靠緊(因機架移動距離很小,靠機架與底座之間的斜鐵即可調整過來)。
橫梁的連接螺栓緊固后,檢查橫梁與機架結合面的接觸間隙,用0,05mm塞尺檢查,四周80%不入,局部間隙應小于0.10mm。
軋機地腳螺栓的緊固一般選用液壓扳手。其是將螺栓緊固力矩值轉換為相應的液壓值,具體參數需查看相應的設計文件以及液壓扳于的參數值,在緊固地腳螺檢時應分多次緊固(如第一次所有螺栓緊固力達到50%,第二次80%,第三次100%)緊固時要時時刻刻監測謹防緊固力超值,拉斷螺栓。
4結束語
至此整個軋機的三個重點部位便安裝完畢,此處三個部位是整個軋機安裝的重點以及靈魂,確保此處的安裝精度是保證軋機高品質的重要一環,然而文中所示安裝精度要求足按照國家技術標準,在現代化,工業化更高的今天安裝要求更加嚴格,其值遠遠大于國標要求。
參考文獻:
[1]《機械設備安裝工程施工及驗收通用規范》 (CB5023-2009) [S]
[2]《軋機機械設備工程安裝驗收規范》(GB50386-2006)[S].
[3]《工程測量規范》( GB50026-2007) [S].
作者簡介:奈躍全(1990-),安徽淮北人,本科,初級工程師,研寬方向:設備安裝。

責任編輯:繼電保護











-

云南能源職業技術學院
2018-06-05云南能源職業技術學院 -

中國科學技術大學熱科學和能源工程系
-

重慶能源職業學院
2018-06-05重慶能源職業學院
